adv

Automobile aluminum die casting parts USES the technology of Dissimilar Materials Joining
2020.03.26
The technology of dissimilar material joint used in automobile aluminum die casting parts can be firmly joined together with dissimilar material without adhesive or joint.
Japan's MEC, which has developed "AMALPHA" technology that directly binds resins to metals, has increased the number of resins available for the technology from 5 to 17. The metal aspect, besides the aluminum alloy forging material, also may join the aluminum alloy die-casting material. With the addition of aluminum alloy diecasting materials, the technology is expected to be quickly extended to the automotive field where many die castings are used.
The target is "available to any location"
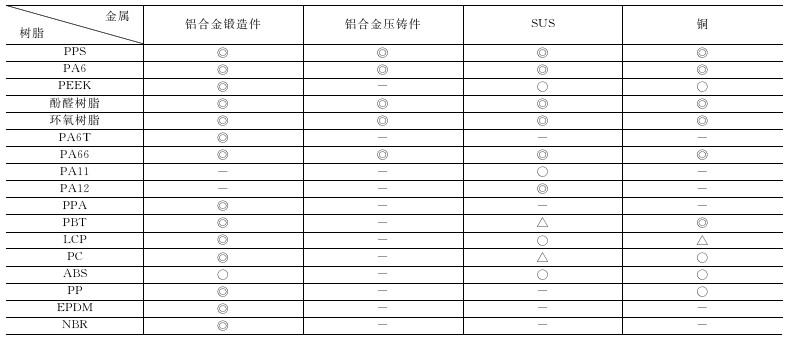
The metal side used to be made of aluminum, stainless steel (SUS) and copper (Cu), now also can join aluminum alloy die-casting material.
The following table lists the materials, joint conditions and joint strength tested by MEC. The previously joinable resins include PPS, PA6, PEEK, phenolic resins and epoxy resins. The increased by 12, respectively, PA6T, PA66, PA11, PA12, phthalic acid (PPA), poly (butyl glycol terephthalate (PBT), liquid crystal polymer (LCP), polycarbonate (PC) and acrylonitrile - butadiene - styrene copolymer (ABS), polypropylene (PP), EPDM (EPDM), nitrile rubber (NBR).
The bond between resins and metals USES the "anchoring effect" which can form physical bond. The principle is to make some tiny holes in the metal surface, pour the molten resin into them, and let the resin cool and solidify. The resin is like an anchor that hooks into the hole and can't be pulled out.

Related News

Do you really know about the current situation and development trend of automotive rubber parts?
September 3, 2018The rapid development of China's automotive industry is promoting the related supporting industries, especially the rubber industry. Over the years, automotive rubber parts have developed into a uniqu... view
Anti-Vibration &Safety Product of Rubber Auto Parts
September 3, 2018Anti-vibration productIt is mainly installed in the engine, car body, air conditioning and car suspension system. It is mainly used to reduce vibration and noise when driving, improve the stability, s...view
Pressure Die Casting Parts Development Prospects
September 3, 2018China's economy is still developing rapidly. As the contradiction between the resources and the environment is increasingly intensifying, according to the requirements of Scientific Outlook on Develop...view
Automotive Window Gasket Rubber Daily Maintenance
September 3, 2018Check whether there is any big crack or fracture in the seal. If the seal is broken, it can be repaired with a binder. Using the special seal adhesive can patch up the big cracks easily. Of course, if...view
Variety of Rubber Auto Parts
September 3, 2018There are many kinds of the rubber auto parts except the tires. Generally, one car is equipped with 200 to 300 kinds of rubber auto parts, and some wagons and industrial cars can have 400 to 600 piece...view
Design Programming of Die Casting Parts
September 3, 2018Design specification for wall thickness of auto die casting partsDie casting parts with thin walls have higher strength and better compactness than the ones with thick walls. In view of this, the desi...view
- TEL:+86-0574-88106851
- FAX:+86-0574-88106851
- EMAIL:sales@relong.cnjett@relong.cn
- ADDRESS:11/F, South Building, No. 1299, East Yinxian Avenue, Ningbo, China