adv

Discussion on Aided Techniques in Automotive Aluminium Die Casting Parts
2020.03.26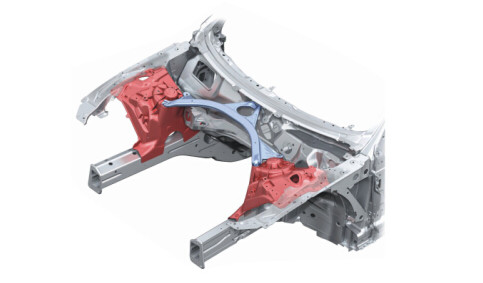
According to the load bearing requirements of automobile alloy structural parts, the internal structure of die-castings must be uniformly compacted and completely filled, and the porosity and shrinkage cavity rate must be well controlled. The following is a brief analysis and discussion on some existing applications.
I. Ultra-Low-Speed Die-Casting
It is also called laminar flow filling die-casting. The products feature thick wall and relatively simple structure. Under natural exhaust, the low speed of die-casting punch ranges from 0.1 to 0.25 m/s, high speed from 0.2 to 0.5m/s, and gate speed from 0.25 to 0.6m/s. In this way, it can reduce the inclusion of molten aluminum alloy in the pressure chamber flow, and reduce the steady injection of molten fluid during filling. The temperature of molten aluminum is required to reach above 700oC to enhance liquidity. It is required that the cinder ladle not be less than 30% of the product weight, and the time of holding pressure be long.
Under vacuum auxiliary exhaust, owing to slow injection speed and sufficient exhaust time, the exhaust area and the exhaust capacity of the system can be reduced by half compared with that under high-pressure die-casting. Under the same conditions, the further reduction of porosity is not obvious.
Compared with stoma, it may be more likely to form shrinkage cavity by means of ultra-low-speed die-casting due to its high melting temperature, large gate thickness and large casting wall thickness. Good control over mold temperature can greatly reduce the formation of shrinkage cavity.
Super-low-speed die-casting products feature high density and good mechanical properties. However, it is more likely to form shrinkage cavity and oxidation impurities. At the same time, its production cycle is a little long with relatively low productivity; it is difficult in edge removal with relatively large gate.
II. Vacuum Aided HP Die-Casting
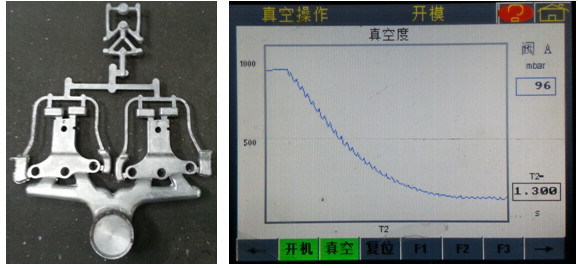
The faying surface of the mold is sealed with rubber strip, the punge is sealed with ferrule and the ejector pin of moving die is closely structured, All these help increase the possibility of high vacuum exhaust. Technically, the methods of mold vacuum exhaust, auxiliary pressure chamber exhaust and closed ejector plate exhaust can be adopted. Among them, the exhaust method of mold parting surface belongs to the major way, while the other two the auxiliary. The exhaust point of the pressure chamber will be closed before the punch reaches the exhaust point, while the parting surface exhaust and ejector plate exhaust are throughout the whole process. Vacuum valves are mechanical throughout the process.
III. Pore-Free Aided HP Die-Casting
The low speed of die casting punch ranges from 0.2 to 0.3m/s, high speed from 2.5 to 3.0 m/s, and gate speed from 50 to 60 m/s. It should be taken into account in the mold structure that the aluminum liquid is uniformly injected into smaller particles to increase the instantaneous reaction effect with oxygen. It is required that the temperature of molten aluminum should reach above 680oC. It should also not be too fast at low speed to avoid inclusion of molten aluminum, and to provide adequate opportunities for oxygen filling.
Similarly, due to the generation of a large amount of instantaneous heat, it is indispensable to use mold temperature machines and water coolers, especially in the places of material pipes, punch and diverging cones where high-pressure water coolers should be adopted to extend the service life of material pipes, punch and dies. And the dynamic mold temperature is 160oC, while the static 140oC.
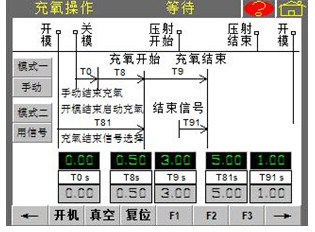
Oxygenation can be applied to the inlet or top of the mold. The oxygenation at the feeding port ends before the feeding, then the top of the cavity opens. The time of oxygenation is relatively short. At the same time, the replacement rate of air and oxygen is poor due to the opening of the top of the cavity and the oxygen-filled part of the feeding port. The oxygenation at the top of the mold can be closed when the punch is at low speed, which requires a long time. At the same time, when it is filled with oxygen, only the feeding port is open, and the replacement rate of air and oxygen is high. Exhaust block can be used in exhaust and heat exhaust.
IV. PF-Vacuum Aided Die-Casting
Here, both oxygenation and vacuum exhaust are accomplished through vacuum exhaust blocks at the final mold filling part. The process of oxygenation followed by vacuum exhaust is as follows: oxygenation is completed before pressure injection and before the punch closes the feeding port. Vacuum exhaust then begins. Vacuum is used to remove the oxygen-dominated gas. The metal flow in the high-speed injection will burn off the oxygen in the cavity which has not been removed in time. During the whole process, compared with pure oxygenation, the reaction between aluminum and oxygen is reduced, and the generation of heat will be greatly reduced; thus the requirement of heat removal is small. Compared with pure vacuum exhaust, the cavity gas is mainly oxygen. With the process of injection, the uninterrupted reaction between aluminum and oxygen will further reduce the content of the cavity gas.
The low speed of die casting punch ranges from 0.2 to 0.3m/s, high speed from 2.2 to 2.5m/s, and gate speed from 45 to 50 m/s. The die structure changes little. It is required that the temperature of molten aluminum should reach above 680oC. Vacuum exhaust blocks are used in oxygen-filled and vacuum exhaust components.
V. Comparison of Aided Techniques in aluminium die casting parts
Above structures are respectively ultra-low-speed die-casting, vacuum die-casting and oxygen-filled die-casting.
The structural parts discussed above refer to the functional parts with simple structure (without core pulling), thick wall, the function of supporting, and the bracket type of automobile products. Traditional ultra-low-speed die-casting (laminar filling) has low productivity and difficulty in edge removal, which is not suitable for mass production. High pressure die-casting of auxiliary vacuum exhaust adopts vacuum valves, and does not occupy the cycle time of injection; thus it is simple, economical, safe and reliable. Although it is applied well in a few enterprises in China at present, it is still a mature mode of production in the whole market with the best application prospect. The process of oxygenation is relatively complex, but it also has a good effect on the application of some structural parts, which needs further research, improvement and popularization. Combined with the characteristics of both, the oxygen-filled and vacuum method is not more complicated than independent oxygen-filled method. As the oxygen-filled method matures, it is believed that the oxygen-filled vacuum method will be favored by the die-castings manufacturers.

Related News

Do you really know about the current situation and development trend of automotive rubber parts?
September 3, 2018The rapid development of China's automotive industry is promoting the related supporting industries, especially the rubber industry. Over the years, automotive rubber parts have developed into a uniqu... view
Anti-Vibration &Safety Product of Rubber Auto Parts
September 3, 2018Anti-vibration productIt is mainly installed in the engine, car body, air conditioning and car suspension system. It is mainly used to reduce vibration and noise when driving, improve the stability, s...view
Pressure Die Casting Parts Development Prospects
September 3, 2018China's economy is still developing rapidly. As the contradiction between the resources and the environment is increasingly intensifying, according to the requirements of Scientific Outlook on Develop...view
Automotive Window Gasket Rubber Daily Maintenance
September 3, 2018Check whether there is any big crack or fracture in the seal. If the seal is broken, it can be repaired with a binder. Using the special seal adhesive can patch up the big cracks easily. Of course, if...view
Variety of Rubber Auto Parts
September 3, 2018There are many kinds of the rubber auto parts except the tires. Generally, one car is equipped with 200 to 300 kinds of rubber auto parts, and some wagons and industrial cars can have 400 to 600 piece...view
Design Programming of Die Casting Parts
September 3, 2018Design specification for wall thickness of auto die casting partsDie casting parts with thin walls have higher strength and better compactness than the ones with thick walls. In view of this, the desi...view
- TEL:+86-0574-88106851
- FAX:+86-0574-88106851
- EMAIL:sales@relong.cnjett@relong.cn
- ADDRESS:11/F, South Building, No. 1299, East Yinxian Avenue, Ningbo, China